
Synthesis of low free TDI trimer
Synthesis of low free TDI trimer
Toluene diisocyanate (TDI) can undergo a trimerization reaction under catalytic action to form a trimer containing isocyanurate ring.TDI trimer has the advantages of low volatility, low toxicity, high functionality, good thermal stability, good corrosion resistance and so on, and it is often used as a polyurethane curing agent in coatings and adhesives. In the 1970s, many foreign companies began to industrialize the production and application of these products, such as Bayer, BASF, Dow and so on. At present, high-performance TDI trimers with low free monomer still need to rely heavily on imports.
In this study, the catalyst NT CAT P100 was used to synthesize TDI trimer polyurethane curing agent, and the experimental results showed that the catalyst has the advantages of fast catalytic rate, high activity, low reaction temperature, etc. The catalyst was used to synthesize TDI trimer polyurethane curing agent at 40 ℃ by dropwise reaction. The catalytic reaction was carried out dropwise at 40 ℃, and the end point of the reaction was reached in 8 h. The TDI trimer was obtained with low free monomer content.
Raw materials and reagents
TDI(80/20): industrial product, BASF; Butyl acetate: analytical pure, Guangzhou Panyu Li-Fortified Factory; NT CAT DMP-30: industrial product, Shinden Chemical; NT CAT K-15: industrial product, Shinden Chemical; NT CAT P100: Shinden Chemical;
Synthesis process
Under nitrogen protection, 100 g of TDI (80/20) monomer and 100 g of butyl acetate were added to a dry four-necked round-bottomed flask equipped with stirring, a thermometer, and a reflux condenser tube, and the mixture was stirred for 5-10 min, heated to 40 ℃, and then 0.5 g of catalyst was added dropwise to a solution of butyl acetate (10 mL of butyl acetate). After dropping, the temperature was controlled between 40 and 80 ℃, and the reaction was kept warm for about 8 h. The -NCO value of the reaction solution was measured every 1 h. When the content of -NCO was reduced to 8.5%-9%, 1 g of benzoyl chloride was added, and the reaction was continued for 0.5 h. After stopping the heating and stirring, the material was discharged at reduced temperature, and a light-yellow transparent liquid was obtained.
On the basis of the above process, a preset amount of alcohol was added dropwise, and the reaction was kept warm for 30-60 min to modify the TDI trimer.
Influence of catalyst type, dosage and dropwise addition method
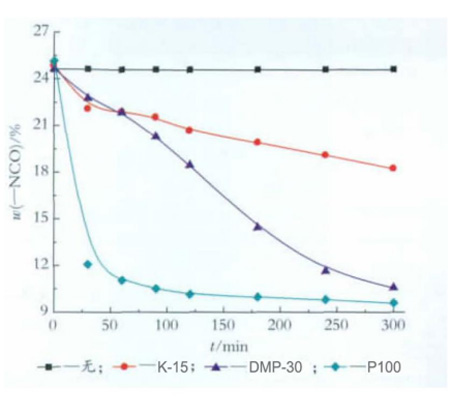
The selection of catalyst is the key to the TDI trimerization reaction. Commonly used TDI trimerization catalysts include tertiary amines, organometallic compounds, organophosphine compounds, alkali metal carboxylates and so on. DMP-30, K-15 and P100 were selected to catalyze the reaction on 50% butyl acetate TDI solution respectively, and the results are shown in Table 1 and Figure 2.
Table 1 Effect of different catalysts (0.5% addition) on TDI trimerization reaction
Catalyst type None K-15 DMP-30 P100
Reaction temperature/°C 70 80 70 70
Reaction time/h 24 26 6 5
w(-NCO)/% 24.2 12.3 10.4 6.8
Product Appearance Colorless transparent Yellow transparent Slightly yellow transparent Nearly water white transparent
From Table 1 and Figure 2, it can be seen that the trimerization reaction of TDI does not occur without catalyst; K-15 catalyzes the trimerization poorly, with higher temperature and longer reaction time, which tends to produce more polymer structure; DMP-30 and P100, both tertiary amine catalysts, catalyze the reaction better, compared to the catalytic performance of P100, which has stronger catalytic performance, and can react quickly and reduce the -NCO value in a short time. The catalytic performance of P100 was better than that of DMP-30 and P100, which were both tertiary amine catalysts. Therefore, P100 was chosen as the catalyst. Figure 3 shows the effect of P100 catalyst on the TDI trimerization reaction when the amount of P100 catalyst accounted for 2%, 0.5% and 0.8% of the total mass of TDI monomer, respectively.
Fig. 2 Comparison of catalytic efficiency of three catalysts
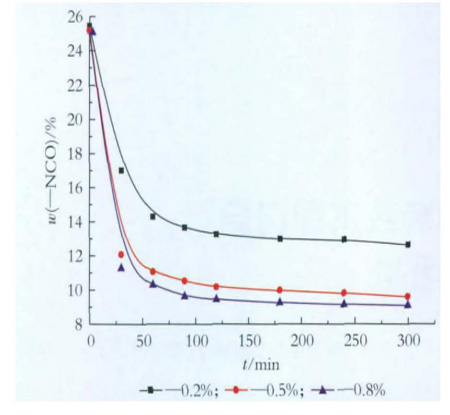
As seen in Fig. 3, with other conditions being the same, the reaction rate was accelerated with the increase of P100 dosage, while the content of -NCO group was reduced. When the catalyst dosage was too low, the -NCO content was still higher than 12% even if the reaction time was extended; while when the catalyst dosage was too high, a large amount of residual catalyst affected the performance of the product to some extent. The experiments showed that the dosage of P100 was more suitable at 0.5%.
Figure 3 Effect of catalyst dosage on TDI trimerization reaction
In addition, the dropwise addition of catalyst will also affect the trimerization reaction. Experiments show that if the catalyst is added at one time, the monomer immediately reacts violently, with a large amount of exothermic, and the local temperature can rise by 10 ℃, and the increase of reactant activity may lead to the increase of the relative molecular mass of the product, broaden its distribution, and generate a large number of polymers, which increases the viscosity of the product, deepens the color, and decreases the product performance. The reaction temperature can be well controlled by using butyl acetate to dilute the catalyst and then adding drop by drop.
Conclusion
P100 was used as the catalyst for the synthesis of TDI trimer, and the experiments showed that the catalytic activity of this catalyst was high, the catalytic rate was fast, and the catalytic effect was better than that of DMP-30 and K-15.
Company Name: |
Newtop Chemical Materials (Shanghai) Co., Ltd. |
Sales Manager: |
Hunter |
E_Mail: |
sales@newtopchem.com |
Telephone: |
86-152 2121 6908 |
Fax: |
86-021-5657 7830 |
Address: |
Rm. 1104, No. 258, Songxing West Road,
|
Website: |
www.newtopchem.com |
Our Company
Since its establishment, the company has adhered to the service tenet of “integrity-based, customer first”, adhered to customer demand as the focus, market-oriented, adhered to technological innovation, management innovation and service innovation, and constantly implemented lean production, refined management, to provide customers with better products and services! The company has its own factory, research and development base, set up a strict scientific quality management system, and constantly committed to technological innovation, product innovation and management innovation, so as to ensure that our products have a certain competitiveness in the same industry. The factory is located in Jining City, Shandong Province, China, covering an area of 500 acres, and the current production capacity of various types of amines is 5,000 to 10,000 tons per year.
Our Advantages
Strict Quality Management
Our company strictly implements ISO9002 quality management standards and has established a complete quality management system to ensure the long-term stability of product quality.
Efficient Service
Our production is efficient and reliable, so we deliver on time and within delivery deadlines. At the same time, our team is always happy to help customers and strive to solve customer problems in a short time.
Competitive Price
We have long-term services in wholesale Polyurethane catalyst and have established long-term and stable cooperative relationships with many retailers and agents to provide our customers with reasonably priced products.
OEM Available
Our employee team has high R&D capabilities, superb design and development capabilities, skilled manufacturing technology, and rich product application experience, and can also meet OEM business needs.throughout the entire industry chain.